


Finn Truelsen, director comercial de EBAKI (a la derecha), junto a los responsables del funcionamiento de la nueva línea de optimización, tronzado y unión mediante finger-joint.
En el año 2009, en plena crisis del sector, EBAKI se preparó técnicamente para ampliar su gama de productos y empezó a cortar madera para segunda transformación, siendo hasta entonces una referencia a nivel nacional en aserrado de madera para embalaje y como fabricante de paletas. Ese mismo año, instaló una línea para para el corte y empalmado de madera (tipo finger-joint) siempre por la mediación de MAESMA, y desde entonces trabaja y mejora en un segmento que ahora domina como muy pocos: el del piecerío e empalmado de madera de Pino Insignis (Pinus radiata) completamente limpio, cepillado o no.
Comenta Finn Truelsen, director comercial de EBAKI, “… al final habíamos terminando con 5 operarios en cada una de los 3 turnos para operar las 2 optimizadoras con marcación manual con tiza y la carga posterior en la línea finger-joint. Y, aun así, la alimentación seguía siendo el cuello de botella.”
El reto era automatizar absolutamente toda la línea de optimización, tronzado y unión mediante finger-joint, y aumentar de forma considerable la capacidad de producción del conjunto optimización-finger, sin cambiar la tipología de la madera de entrada, es decir, había que seguir trabajando sobre madera aserrada en bruto, y no sobre madera cepillada, cuyo procesamiento es mucho más sencillo.
La capacidad de producción ha aumentado en torno a un 30%
El exigente proyecto fue dirigido por el representante del Grupo WEINIG en el País Vasco –MAESMA-, en estrecha colaboración con los propios técnicos de EBAKI.
El resultado fue la implantación de la más moderna tecnología de las casas del grupo: LUXSCAN, DIMTER, GRECON y WEINIG.

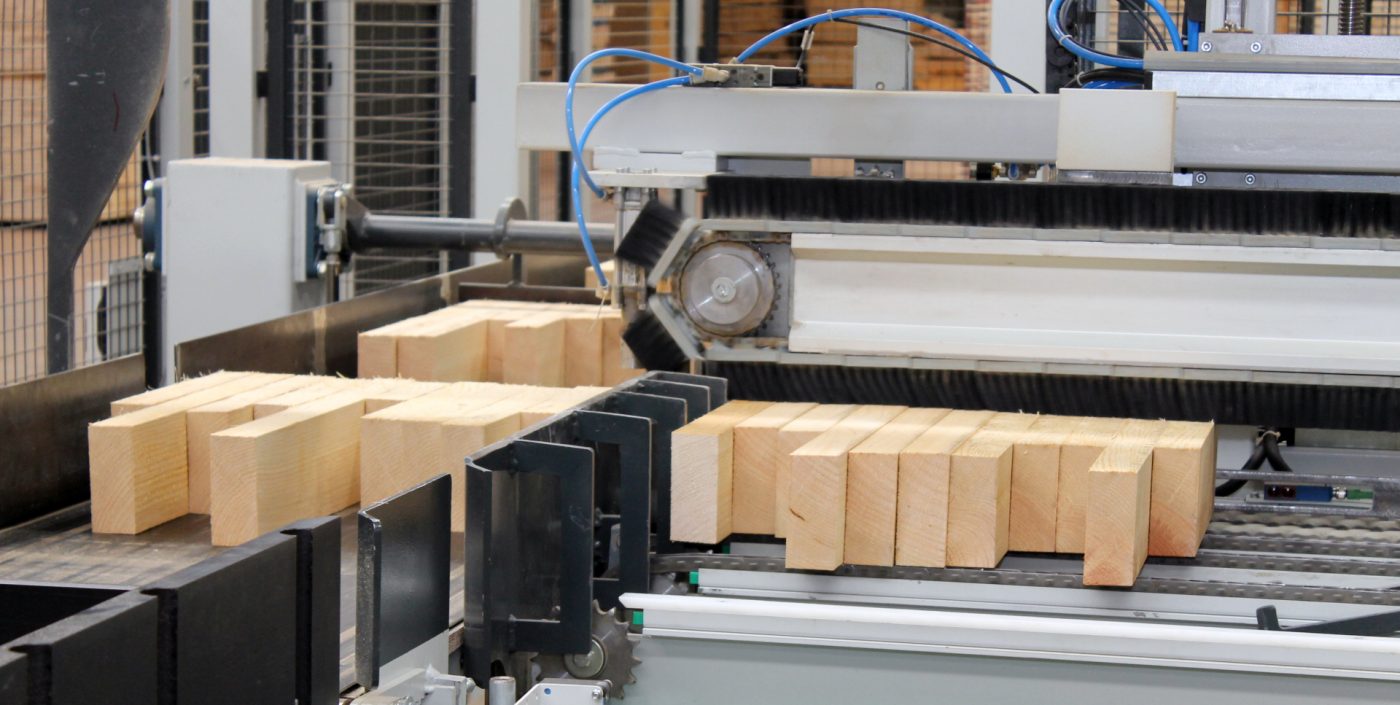
Una instalación donde se alimenta la línea con paquetes de madera rastrelada, viniendo directamente de las cámaras de secado, se desapilan de forma automática, y llegan a un escáner, único en España, equipado con rayos X, para garantizar la detección incluso de nudos y defectos internos en la madera, y con tecnología que permite detectar cualquier nudo, grieta o decoloración, antes de desembocar en la optimizadora más rápida que existe en la actualidad (una “450 Quantum” de DIMTER, que realiza más de 700 cortes por minuto a través de un novedoso sistema de corte llamado VARIOSTROKE), que está alimentando una línea de finger-joint TURBO S de GRECON. Esta alimentación coloca de forma totalmente automática las piezas expulsadas en la optimizadora en horizontal (hasta 120 piezas minuto), y en vertical para su entrada automática y controlada en la empalmadora.

Alimentación de la línea.
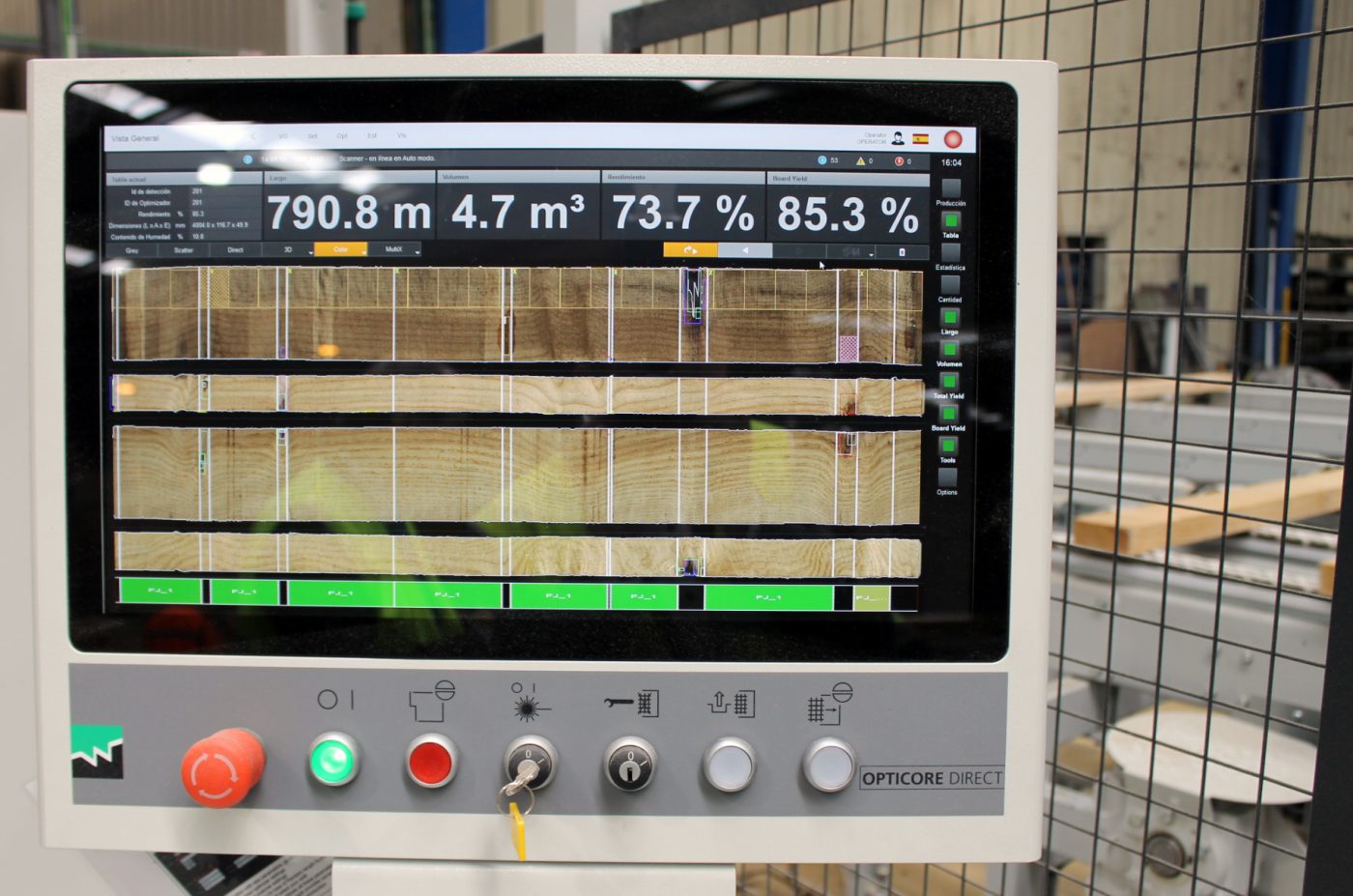
Escáner, único en España, equipado con rayos X, para garantizar la detección incluso de nudos y defectos internos en la madera, y con tecnología que permite detectar cualquier nudo, grieta o decoloración.

Optimizadora 450 Quantum, de DIMTER.
Detalle de la línea de finger-joint TURBO S de GRECON.

Salida de la madera optimizada, limpia y empalmada.

La línea es capaz de generar más de 50 metros cúbicos de madera empalmada por turno.
Ahora esta línea es capaz de generar más de 50 metros cúbicos de madera empalmada por turno, y con la inversión se aprovecha el potencial de esta máquina al máximo.
Básicamente, la tecnología releva al sistema de marcación manual de la madera; mucho más lento, caro e impreciso.
La línea es capaz de hacer en dos turnos lo que antes hacía en tres, con tres personas menos por turno
“Sumando los procesos de carga y marcación manual de la madera, teníamos a cinco personas trabajando por turno. Ahora basta con dos personas por turno y con un trabajo totalmente diferente. Hoy hemos alcanzado cotas de precisión que antes no podíamos imaginar –afirma Finn Truelsen- y además del ahorro de mano de obra también hemos logrado una mejora en rendimiento de la madera. Al escáner sí podemos pedirle que, durante horas y sin parar, detecte absolutamente todas las imperfecciones de la madera, y rara vez falla, y sobre todo coloca los cortes exactamente donde deben de estar, lo más próximo posible al defecto.
Pero quizá lo que más aporta la tecnología del escáner respecto al ojo humano, es que ahora nos permite valorar cada defecto en función de su lugar en la madera, su tamaño, su color y su densidad. Al final permite ajustar la calidad final a cada cliente, con más precisión, con un simple clic”.
Consecuencia de la inversión: 9 personas menos, ahorro mínimo de un 2% en madera y un 30% más de producción en las primeras semanas.
“Todo ello significa no solo un claro salto cuantitativo en nuestra producción sino también cualitativo, al ser capaces de gestionar infinidad de criterios. Todo esto es tremendamente importante ante la clara consolidación del mercado del finger-joint en España, partiendo de una materia prima que, en sí misma, tiene ciertas limitaciones y no está excesivamente valorada en el mercado, aunque es una madera fácil de mecanizar y, una vez saneada, sí encuentra sus nichos de mercado», concluye Finn Truelsen.
Consecuencia: 9 personas menos, ahorro mínimo de un 2% en madera y un 30% más de producción en las primeras semanas
Las personas responsables de esta operación en EBAKI y en MAESMA se conocen desde hace más de 25 años. La experiencia, la confianza y la compenetración han permitido que hoy sea realidad una de las líneas de producción de madera saneada y limpia con uniones dentadas más rápida, productiva y rentable de Europa.
“Es un proyecto único en España –afirma Juan Manuel Álvarez, gerente de MAESMA-. Naturalmente, los hay de mayor envergadura, con más quiebros en la mecanización, pero no tan sofisticados como éste”.
“Están haciendo las cosas muy bien –prosigue Álvarez-. Con una visión decidida hacia la exportación y respondiendo a lo que el cliente demanda”.

De izquierda a derecha Eduardo Márquez, gerente de EBAKI, Juan Manuel Alvarez, gerente de MAESMA, y Finn Truelsen, Director Comercial de EBAKI.
Ante la pregunta de por qué finalmente EBAKI se ha decidido por el GRUPO WEINIG, los argumentos fueron;
- La experiencia anterior con el GRUPO WEINIG y su potente capacidad de respuesta en calidad del producto, plazos y sobre todo servicio postventa.
- El poder contar con el apoyo y refuerzo de MAESMA
- Un precio final razonable, superior al de sus competidores, pero justificado con las prestaciones de sus productos y su tecnología, que permite extraer el máximo valor añadido.

ESTAMOS INTERESADOS EN PINO INSIGNI FINGER.LARGOS,ANCHOS Y GRUESOS EXISTENTE.
MUCHAS GRACIAS